每天,成千上万吨餐厨垃圾从餐馆、食堂、菜市场涌出,这些油腻腻、湿漉漉、混杂着塑料、砂石、骨头、餐具的“混合物”,正在成为城市管理者最棘手的难题。我走访过不少处理站,听到最多的抱怨不是设备贵,而是“分不干净、容易堵、臭气熏天、环保验收过不了”。这背后,是餐厨垃圾集中处理长期存在的几个致命伤。
一、分选不彻底:有机质和油脂“白扔”了
餐厨垃圾最值钱的东西是油脂和有机质,但现实里,大量油脂和有机质随着砂石、塑料被一起填埋或焚烧。我见过某处理厂,传统设备分选效率只有60%—70%,剩下的有机质混在杂质里,不仅浪费了资源,还增加了后端填埋的污染压力。
实操建议:
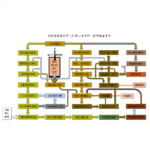
分选设备不能只靠“蛮力”。要选装有多级分选结构的系统,比如先通过旋流沉砂器去除砂石,再利用挤压脱水分离油脂,最后用磁选和风选去除塑料。日处理100吨的项目,如果分选效率提升到90%以上,每天能多回收2—3吨油脂,按目前市场价8000元/吨算,一个月增收近50万元。
我的思考:
很多采购方只看设备单价,忽略了“分离效率”这个关键参数。效率每低1%,一年损失的资源价值可能超过设备差价。这笔账,真得算清楚。
二、臭气外泄:环保验收的“死穴”
有个真实案例:某市餐厨处理厂刚投产,周边居民投诉不断,环保局连续下发整改通知,因为开放式料仓和破碎机运行时,恶臭浓度超标3倍以上。最后被迫停产,花200多万改造除臭系统。这种“先建后改”的成本,远比一开始选对设备高得多。
实操建议:
选择全密闭负压结构的系统。从进料口开始,撕碎、压榨、分离、存储全流程密闭,所有臭气集中收集进入除臭塔处理。设备运行时,车间内几乎闻不到异味。我接触过的某项目,采用这种设计后,厂界氨气浓度控制在国标要求的1.5mg/m³以下,一次性通过环保验收。
我的观点:
环保部门现在的检查力度越来越大,开放式设备迟早会被淘汰。与其后期补课,不如一步到位。密闭设计还能防止老鼠、蚊虫滋生,对周边社区关系也友好。
三、卡堵和磨损:停机的“隐形杀手”
餐厨垃圾里什么都有,筷子、塑料袋、啤酒瓶盖、大块骨头。普通设备遇到这些“硬茬”,撕碎机卡死、管道堵塞、刀片磨损是家常便饭。我了解到某处理站,每周至少停机2次清堵,每月更换1次刀片,年故障停工时间超过40天。
实操建议:
采购时要认准配备过载保护和正反转防卡堵程序的设备。当遇到硬物卡住,设备能自动反转退料,再正转继续工作,无需人工干预。核心构件要用耐磨合金钢材质,比如撕碎机刀片、压榨机螺杆,寿命比普通钢材长3—5倍。我测算过,这样一台设备年维护成本能降低60%以上。
数据支撑:
根据行业统计,普通设备年维护费用约占设备采购价的15%—20%,而采用高耐磨材质的设备,仅占5%—8%。以200万设备为例,每年省下20多万维护费,相当于多赚回来一台设备。
四、能耗高:月电费能买一辆车
很多餐厨处理厂的电费账单让人“肉疼”。传统设备为了达到处理效果,往往需要大功率电机驱动,一座日处理200吨的项目,月电费轻松超过10万元。
实操建议:
关注设备的低能耗设计。比如优化机身结构减少阻力、采用节能电机和变频调速、模块化组合避免空转。我见过一个对比案例:同样处理100吨垃圾,某品牌设备装机功率320kW,而某新型设备仅需220kW,节电超过30%。按每天运行16小时、0.8元/度计算,一年省下电费超过40万元。
我的建议:
采购时别只看报价单上的设备价格,要索要“全生命周期成本测算”。包括电费、维护费、配件更换费、人工费。一台低价设备,如果能耗高20%、维护多1倍,3年下来总成本反而高出60%。
五、场地局促:大产线装不下,小设备不够用


城市土地金贵,很多处理厂只能找废弃厂房、狭窄院落,但传统大型产线需要几百平方米的厂房,还要单独建料仓、除臭区、控制室。不少项目因为场地问题被迫缩水,日处理能力减半。
实操建议:
考虑模块化拼接设计和撬装一体化方案。比如100吨的产线,可以拆分成撕碎、压榨、分离、发酵4个模块,直接装进标准集装箱厂房,占地不到200平方米。如果以后要扩容,加装模块即可,不用重建。某水果批发市场就是一个成功案例:在仅有的300平方米棚户里,落地了一条日处理50吨的果蔬垃圾线,从进料到出肥仅需3天。
我的观察:
撬装设备正在成为小型站点的趋势。它本质是“工厂预制、现场组装”,省去土建时间,从下单到投产,快的话45天搞定。对急于通过环保验收的客户,这是最优解。
六、服务断链:单机买回家,拼凑成噩梦
市面很多厂家只卖单机,比如撕碎机、压榨机分两家买,除臭、电控再找别家。结果设备接口不匹配、工艺参数冲突、联调时问题不断。我见过一个项目,光协调4家供应商就花了3个月,投产延后甚至被罚款。
实操建议:
选择能提供全链条配套服务的专业公司。从场地勘测、物料分析、工艺设计,到设备制造、安装调试、运维培训,一家搞定。特别是要确认团队是否有EPC(工程总承包)经验,比如日东新机械这类厂家,有上百个项目经验,包含新建和技改,能提前规避大量落地问题。
关键参数:
签合同前,要求对方提供类似的3个完整案例,包括工艺流程图、现场照片、运行报告。如果对方只能展示几台单机照片,大概率不会做全流程。

七、老旧产线技改:换设备不如升核心
很多早期建成的处理厂,设备老化、分离效率低、故障率高,但整线全换成本太高。我曾测算过,一个日处理150吨的老厂,如果拆除重建,预算要1500万以上,而只是技改核心三段(破碎、分选、除臭),500万就能让效率从65%提升到85%。

实操建议:
找能提供分段技改方案的公司。比如只更换压榨机、升级三相分离系统、加装防臭料仓。我见过一个成功案例:某厂原产线油脂回收率只有50%,技改后达到80%,每天多回收2吨油,8个月就收回技改成本。注意,存量项目技改比新建更考验技术,最好选择有同类项目经验的厂家。
八、无人值守难:人工成本年年涨
一线操作工越来越难招,特别是餐厨厂这种环境。有老板跟我算过账:10个人的车间,月薪6万,一年就要72万。
实操建议:
选用全自动PLC智能控制系统,支持一键启停、远程手机监控、自动记录产量和能耗。这样只需1人巡检,甚至可以实现夜间无人值守。某黑水虻养殖基地就是用这种系统,只有1名电工兼职管理,全年无休运行。
我的判断:
未来3年,智能监控会成为行业标配。它不仅是省钱,更关键的是降低人为操作失误。比如设备卡堵,系统自动反转排障,不需要人工到现场。
结语
餐厨垃圾集中处理,技术本身已经成熟,关键在于设备选型和供应商选择。从分选效率、能耗、耐磨损、密闭性、自动化、全流程服务六个维度,全面评估后再决策。记住,第一笔投资只是开始,运营成本和环保合规才是决定项目成败的长期赌注。